




Sistem servo Pisau Mengejar dalam Peralatan Automasi Pembinaan


Pengenalan Produk:
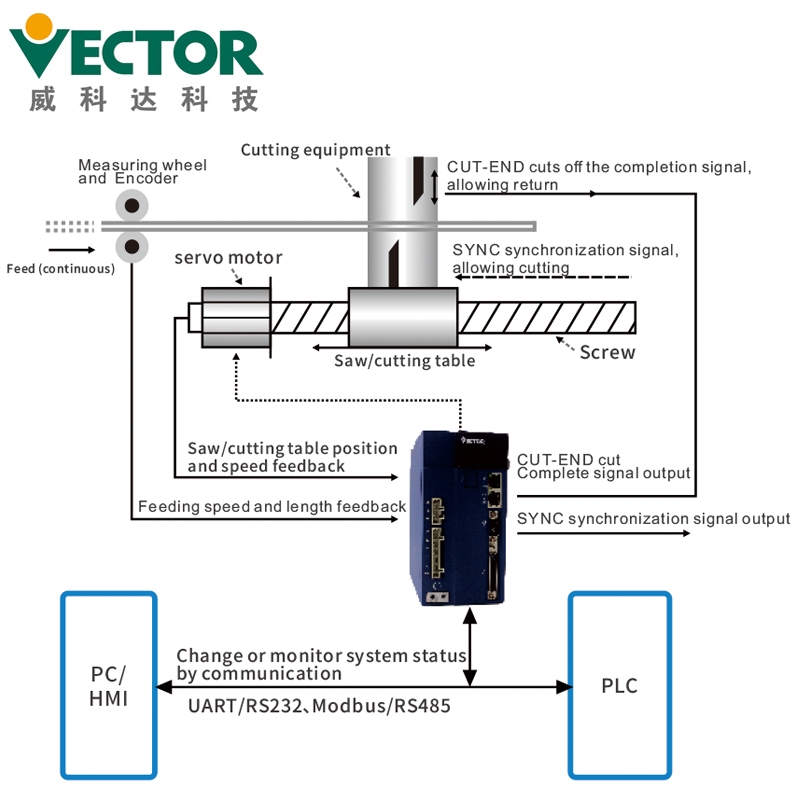
Servo khas pemotongan mengejar VEC-VCF mengandungi fungsi kawalan pemotongan mengejar automatik.Dengan kelajuan penyusuan bahan yang diproses, kelajuan hadapan meja gergaji dikawal secara automatik.Apabila panjang set dicapai, ia memasuki zon penyegerakan dan menghantar isyarat pemotongan untuk memproses Selepas objek digergaji, isyarat siap pemotongan dikeluarkan, dan meja gergaji kembali dengan cepat ke asal untuk bersedia untuk pemotongan seterusnya.Produk ini sesuai untuk: semua jenis bar, paip, penetapan panjang profil tersemperit, pengisian/suntikan dan peralatan pemprosesan khas lain yang perlu bergerak dengan bahan kerja.
Ciri-ciri Produk:
1. Cari secara automatik asal mekanikal (kaedah koordinat mutlak);
2. Joging ke hadapan dan ke belakang, sewenang-wenangnya nyatakan asal mesin (kaedah koordinat relatif);
3. Fungsi pecutan lengkung-S yang secara automatik menjejaki kelajuan suapan talian utama
dan mengira pramuat
4. Dalam proses pecutan S-curve, pampasan tork juga boleh digunakan untuk menyegerakkan dan mengurangkan ralat pemotongan dengan cepat;
5. Lengkung S empat segmen (pecutan ke hadapan/penyahpecutan, pecutan songsang/nyahpecutan), boleh ditetapkan secara individu;
6. Kenali Tanda Cetak dan betulkan panjang pemotongan secara automatik;
7. Sediakan tetapan Tanda-Tetingkap untuk mencetak tanda baca untuk meningkatkan keupayaan pengecaman Tanda;
8. Fungsi pengurusan pesanan, empat kumpulan pesanan boleh ditukar di Will.
Maklumat produk:




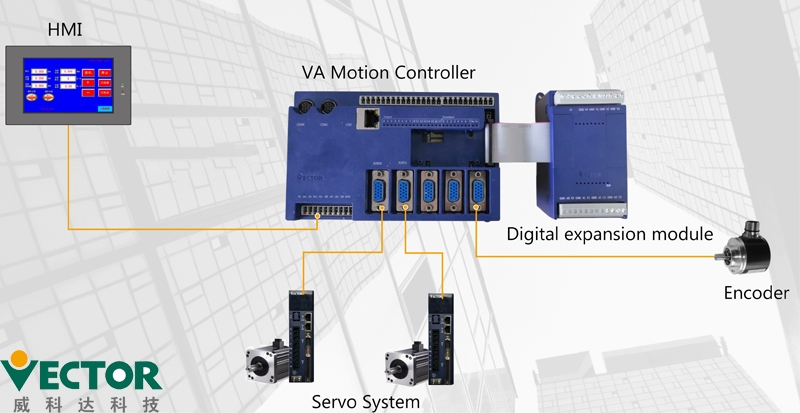
Bahagian kawalan:
Pengawal gerakan: VEC-VA-MP-005MA
Modul pengembangan IO: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
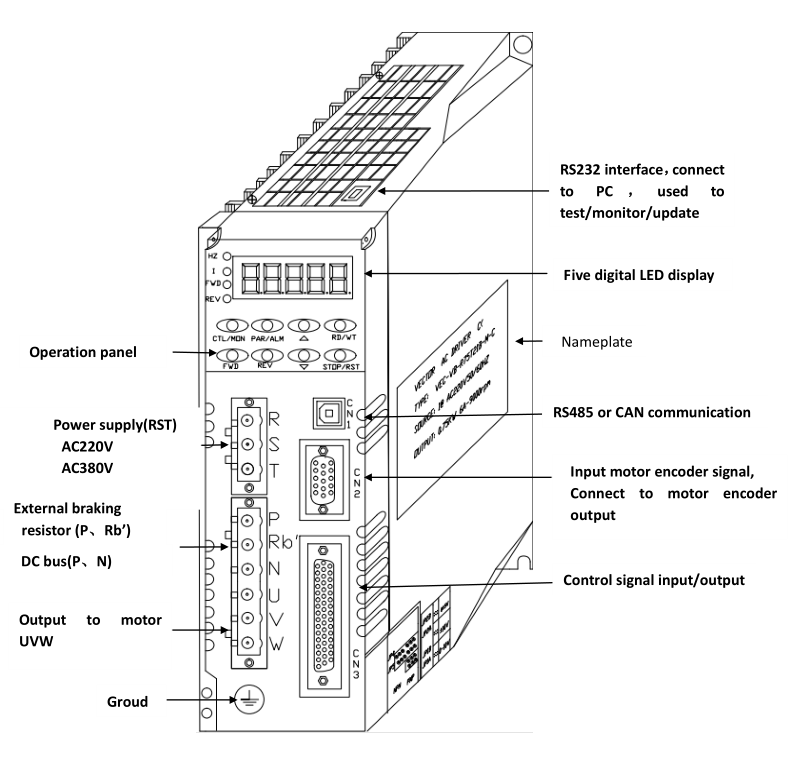
Bahagian pemacu servo: Pemacu servo daya tarikan: VEC-VC-022H33D-M-CA
Pemacu servo lentur: VEC-VC-02733H-ME
Bahagian Motor Servo: Motor servo daya tarikan: 200FMB-01520E33F-MF2IA
Motor servo lentur: 180ME-4R415A33F-MF2K
Prestasi Peralatan:
Mesin lentur gelung menggunakan pengawal gerakan VA sebagai pengawal, yang mempunyai tindak balas tinggi dan kitaran imbasan
Minimum ialah 1ms, keseluruhan tindakan pemprosesan adalah lembut, dan impak pada mesin adalah kurang.Kawalan membuat
Pra-makan dan pra-bengkokan boleh mengurangkan masa pemprosesan yang sepadan dengan berkesan.Ambil 200*200 sanggur sebagai contoh,
Pengukuran sebenar boleh diselesaikan hanya dalam 3.3 saat, mencapai lebih daripada 18 seminit, dan kecekapan dibandingkan dengan versi PLC-urutan 4 saat telah dikurangkan dengan ketara